Trawsgludwr gwactod niwmatig Cyfres QVC
Egwyddor Gweithio
Mae peiriant bwydo gwactod yn beiriant bwydo dan wactod trwy ddefnyddio pwmp gwactod niwmatig fel ffynhonnell gwactod.Gyda'r peiriant bwydo gwactod hwn gellid cludo deunyddiau'n uniongyrchol o'r cynhwysydd i mewn i gymysgydd, adweithydd, seilo, peiriant tabled, peiriant pacio, rhidyll dirgrynu, gronynnydd, peiriant llenwi capsiwl, gronynnwr gwlyb, gronynnwr sych a disintegrator.Gallai defnyddio'r peiriant bwydo hwn ysgafnhau dwyster llafur gweithwyr, rhoi diwedd ar lygredd powdr a sicrhau bod y broses gynhyrchu yn bodloni gofynion GMP.
Pan fydd allwedd “ON / OFF” yn cael ei wasgu, mae aer cywasgedig yn mynd i mewn i'r pwmp gwactod ac mae gollyngiad y hopiwr, sy'n cael ei yrru gan silindr niwmatig, ar gau, mae gwactod wedi'i sefydlu yn y hopiwr.Bydd peiriant bwydo gwactod yn ffurfio cerrynt aer o dan wactod.Wedi'i weithredu gan y cerrynt aer hwn, mae deunydd yn cael ei fwydo i hopran gwactod trwy bibell.Ar ôl cyfnod o amser (amser bwydo, addasadwy) mae aer cywasgedig yn cael ei dorri i ffwrdd, ni allai pwmp gwactod niwmatig gynhyrchu gwactod ac mae rhediad y hopiwr, sy'n cael ei yrru gan silindr niwmatig, yn agor, mae'r gwactod yn y peiriant bwydo gwactod yn diflannu, ac mae'r deunydd yn awtomatig cael ei ryddhau o'r gollyngiad i'r peiriant derbyn (fel gwasg dabled a pheiriant pacio).Yn y cyfamser, mae'r aer cywasgedig sy'n cael ei storio yn y tanc aer yn chwythu'r hidlydd yn y cefn i wneud yr hidlydd yn cael ei lanhau'n awtomatig.Ar ôl cyfnod o amser (amser rhyddhau, addasadwy) mae aer cywasgedig yn cael ei ailgychwyn, mae pwmp gwactod niwmatig yn cynhyrchu gwactod, mae rhyddhau ar gau, mae peiriant bwydo gwactod yn bwydo deunydd eto, yn y modd hwn mae'r peiriant bwydo yn gweithio mewn cylchoedd i wneud y deunydd yn cael ei fwydo i mewn i'r peiriant derbyn yn barhaus.
Ar gyfer y peiriant bwydo gwactod gyda rheolaeth lefel materol, mae bwydo awtomatig yn cael ei wireddu gyda hopran y peiriant derbyn deunydd trwy reolaeth lefel deunydd.Pan fydd lefel y deunydd yn uwch na safle yn hopran y peiriant derbyn deunydd, mae'r peiriant bwydo gwactod yn stopio bwydo, ond pan fydd lefel y deunydd yn is na safle yn y hopiwr, mae'r peiriant bwydo gwactod yn dechrau bwydo'n awtomatig.Ac felly mae bwydo ar y peiriant derbyn deunydd wedi'i gwblhau.
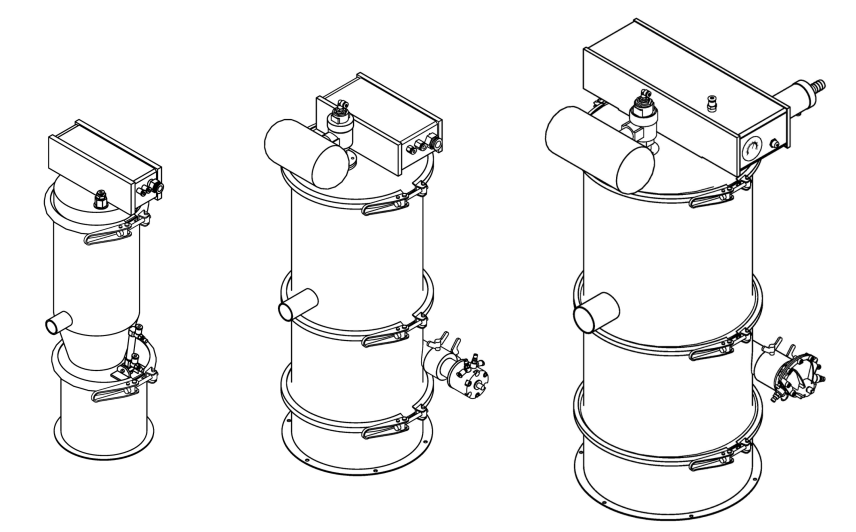
Manyleb Technegol
| Model | Cyfaint Bwydo (kg/h) | Defnydd Aer (L/munud) | Pwysedd Aer a Gyflenwyd (Mpa) |
| QVC-1 | 350 | 180 | 0.5-0.6 |
| QVC-2 | 700 | 360 | 0.5-0.6 |
| QVC-3 | 1500 | 720 | 0.5-0.6 |
| QVC-4 | 3000 | 1440. llechwraidd a | 0.5-0.6 |
| QVC-5 | 6000 | 2880. llarieidd-dra eg | 0.5-0.6 |
| QVC-6 | 9000 | 4320 | 0.5-0.6 |
① Dylai aer cywasgedig fod yn rhydd o olew ac yn rhydd o ddŵr.
② Mae'r gallu bwydo wedi'i bennu gyda phellter bwydo o 3 metr.
③ Mae'r galluoedd bwydo yn wahanol iawn gyda gwahanol ddeunyddiau.
Dadfygio a Gosod
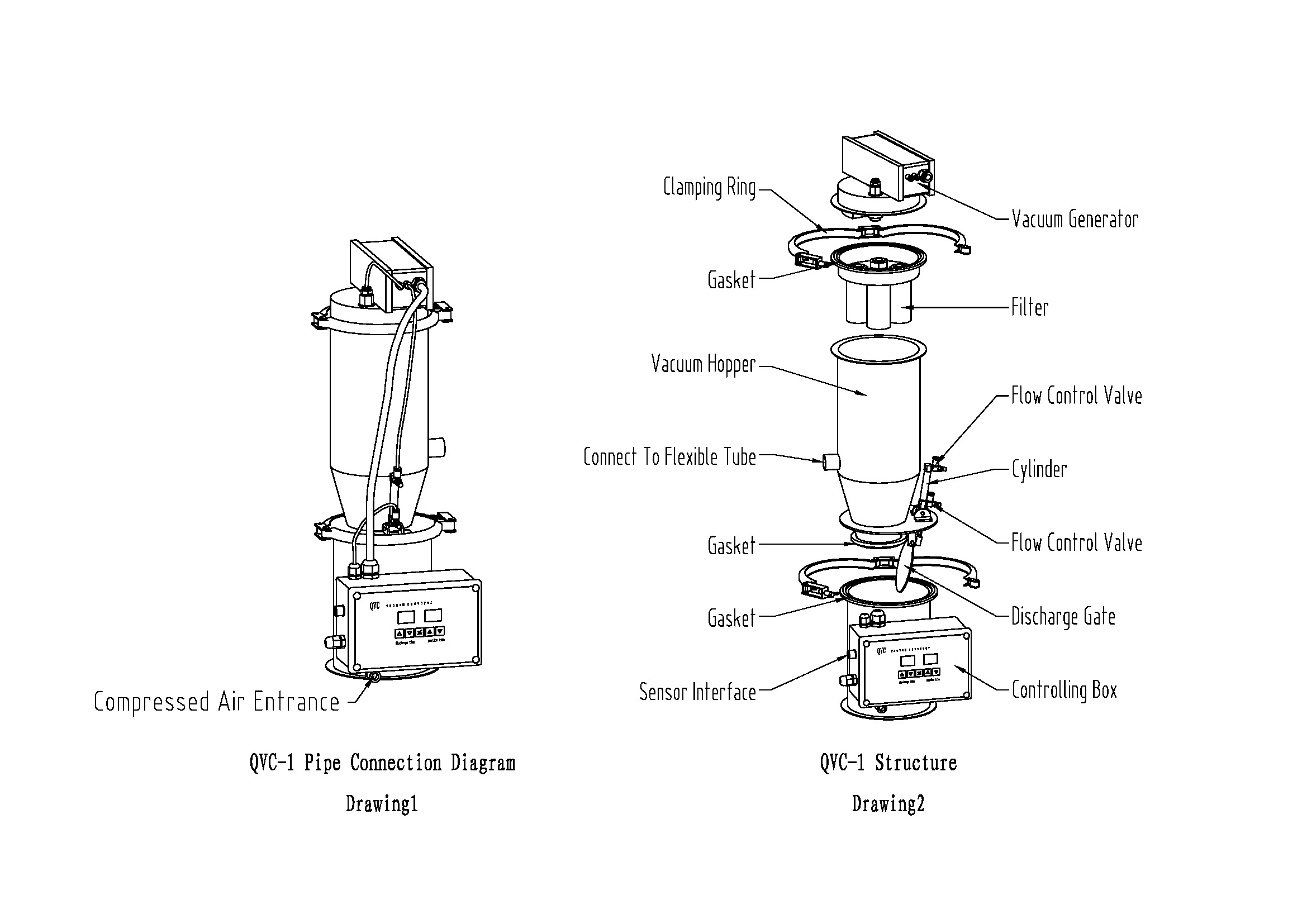
1. Gosodwch y hopiwr gwactod ar hopran y wasg ddalen neu'r peiriant pacio (neu beiriannau eraill) gyda chylch.Rhag ofn na ellid gosod y hopiwr gwactod yn uniongyrchol ar hopran y peiriant derbyn deunydd, gellid cefnogi gosod y hopiwr gwactod.
2. Mae'r blwch rheoli yn cael ei hongian ar y hopiwr gwactod pan fydd y nwyddau'n cael eu danfon, gellir ei hongian ar unrhyw leoedd priodol eraill yn unol â'r amodau gwaith.
3.Connection of bibell ar gyfer aer cywasgedig.
A. Dewis diamedr pibell ar gyfer mynediad aer cywasgedig (gan gyfeirio at ystafell gosod y peiriant):
Dewiswch bibell 1/2 ″ ar gyfer QVC-1,2,3;
Dewiswch bibell 3/4″ ar gyfer QVC-4,5,6;
Defnyddiwch bibell φ10 PU yn uniongyrchol ar gyfer peiriant bwydo gwactod QVC-1.
B. Dylid gosod falf bêl neu falf datgywasgiad hidlydd yn y sefyllfa lle mae pibell aer cywasgedig yn mynd i mewn i ystafell y peiriant.
C. Ar gyfer QVC-1, 2 borthwr gwactod, cysylltwch allfa'r falf datgywasgiad hidlo i gysylltiad mewnfa'r aer cywasgedig ar ochr isaf y blwch rheoli.Dylai maint y bibell aer cywasgedig fod yr un fath â chysylltiad mewnfa'r aer cywasgedig ar ochr isaf y blwch rheoli.
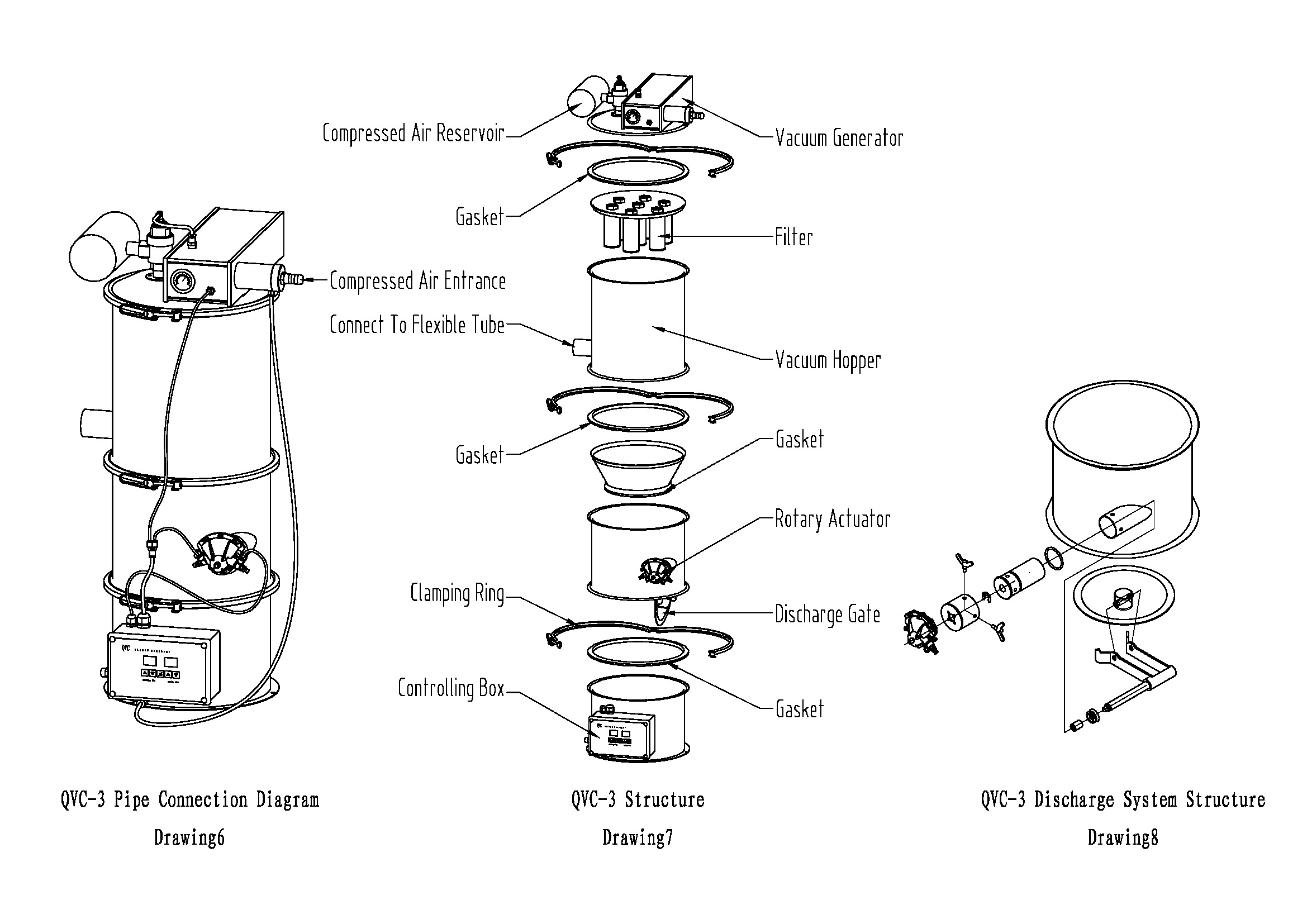
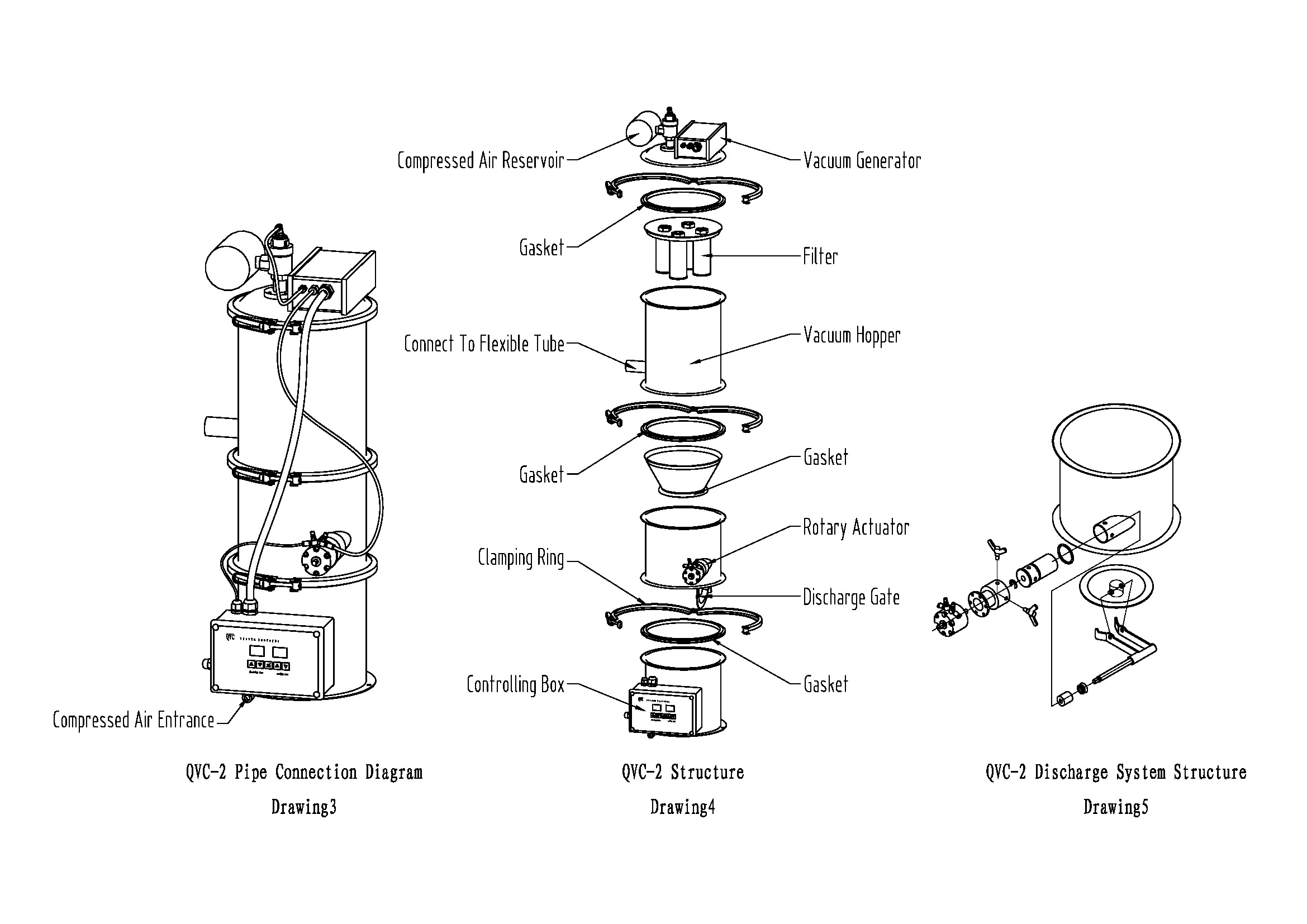
D. Ar gyfer QVC-3, 4, 5, 6 porthwyr gwactod, cysylltwch allfa'r falf datgywasgiad hidlo yn uniongyrchol i gysylltiad mewnfa'r generadur gwactod.Dylai maint y bibell aer cywasgedig fod yr un fath â chysylltiad mewnfa'r aer cywasgedig ar y generadur gwactod.
E. Cysylltwch y bibell aer cywasgedig rhwng blwch rheoli a generadur gwactod yn ôl diagramau 1 a 3.
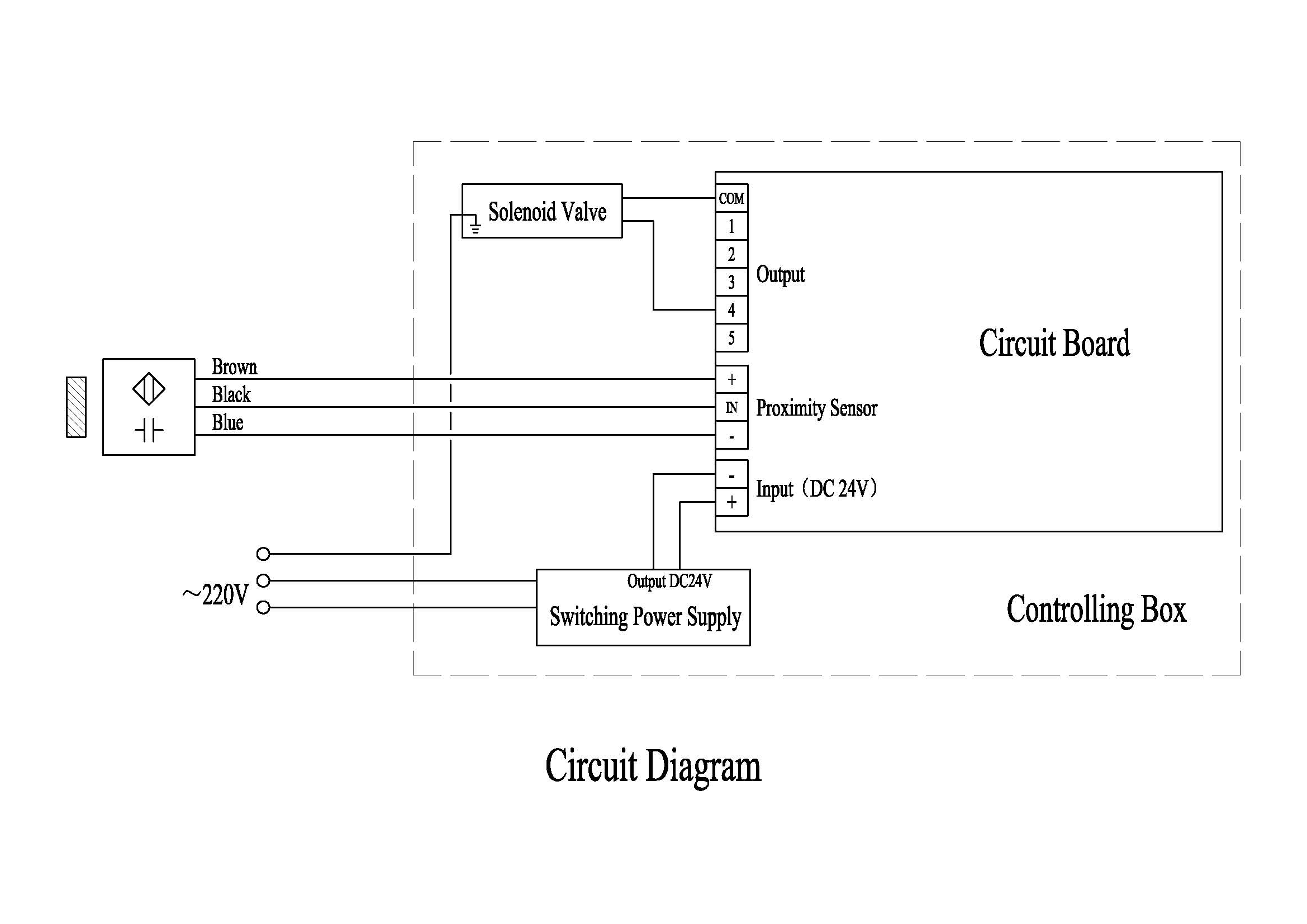
4.Plug AC 220V plwg i soced pŵer, yr arddangosfa amser ar y blwch rheoli ar hyn o bryd, mae hyn yn golygu pŵer wedi cael ei gysylltu ar y system.Sylwch fod yn rhaid i gebl pŵer fod yn 3 llinell.Mae angen seilio'r cabinet rheoli yn ddibynadwy er mwyn osgoi bod y sglodyn rheoli yn dod i ben oherwydd ymyrraeth.Gweler schematics trydanol ar gyfer diagram gwifrau ar gyfer blwch rheoli.
5.Touch allweddol ar gyfer cynnydd amser / gostyngiad.Gosodwch yr amser bwydo i 5-15 eiliad a gosodwch amser rhyddhau i 6-12 eiliad.Ar gyfer deunyddiau powdr dylid gosod amser bwydo yn fyrrach a dylid gosod amser rhyddhau yn hirach, tra ar gyfer deunyddiau pelenni dylai amser bwydo fod yn hirach a dylai'r amser rhyddhau fod yn fyrrach.
6.Press “ON/OFF” aer cywasgedig allweddol yn cael ei fwydo i'r generadur gwactod, gwactod yn cael ei gynhyrchu mewn hopran gwactod a bwydo yn cael ei wireddu.
7.Ar yr adeg hon dylech roi sylw i bwysau'r aer cywasgedig.Dylai pwysedd yr aer a gyflenwir fod yn 0.5-0.6Mpa.Mae pwysedd yr aer a gyflenwir yn cyfeirio at bwysau aer cywasgedig yn y system pan fydd y generadur gwactod yn gweithio, hy yn ystod bwydo.Mae mesurydd ar y generadur gwactod ar gyfer QVC-3, 4, 5, 6 a dylid ystyried darllen ar y mesurydd yn safonol.Ond ar gyfer QVC-1, 2 nid oes unrhyw fesurydd ar y generadur gwactod a dylid ystyried bod y mesurydd ar y falf datgywasgiad hidlydd yn safonol.Yn y dadfygio dylech roi sylw arbennig i'r ffaith bod pwysedd yr aer a gyflenwir 0.5-0.6Mpa yn cyfeirio at y pwysedd aer yn y system wrth fwydo.Yn ystod rhyddhau neu wrth law dylai'r pwysau a ddangosir ar y mesurydd ar y falf datgywasgiad hidlydd fod yn 0.7-0.8Mpa.Mae llawer o ddefnyddwyr, pan fyddant yn gosod porthwyr, yn aml yn gosod y falf datgywasgiad hidlo ar 0.6Mpa.Os yw generadur gwactod yn dechrau gweithio ar yr adeg hon, mae pwysau'r system yn gostwng yn sydyn i 0.4Mpa, sy'n arwain at ddiffyg bwydo neu gapasiti bwydo byr.Ar gyfer bwydo pellter hir neu fwy o gapasiti bwydo rhaid i bwysau aer yn y system gyrraedd 0.6Mpa.
Saethu Trafferth
Mae diffyg bwydo neu gapasiti bwydo byr yn digwydd ar y peiriant bwydo gwiriwch y peiriant bwydo yn unol â'r weithdrefn ganlynol:
1.Os yw pwysedd yr aer a gyflenwir yn cyrraedd 0.5-0.6Mpa.Mae pwysedd yr aer a gyflenwir yn cyfeirio at y pwysedd aer yn y system pan fydd y generadur gwactod yn gweithio.
2.Os yw'r gollyngiad yn aerglos.
A.Ar ôl gweithrediad hirdymor, mae powdr trwchus penodol yn cael ei adneuo ar y gollyngiad, gan arwain at ollyngiad lac a gollyngiad gwactod.Yna dylid glanhau rhyddhau.
B.Ar ôl gweithrediad hirdymor, mae'r gasged ar y gollyngiad wedi treulio, gan arwain at ollyngiad llac a gollyngiad gwactod.Yna dylid disodli'r gasged.
C.Ar ôl llawdriniaeth hirdymor mae rhywbeth yn mynd o'i le gydag effeithiolrwydd a strôc y silindr niwmatig.Yna dylid disodli'r silindr.
3.Mae'r hidlydd wedi'i rwystro.Chwythwch yr hidlydd gyda ffroenell aer cywasgedig i'r cyfeiriad ymlaen ac yn ôl.Os yw'r hidlydd yn gyflym mae'n cael ei ddadrwystro.Os ydych chi'n teimlo hidlydd wedi'i fygu, mae'r hidlydd wedi'i rwystro a dylid ei ddisodli.Neu rhowch yr hidlydd wedi'i rwystro i mewn i lanhawr ultrasonic am 30 munud i'w lanhau.
4. Mae pibell sugno deunydd yn cael ei rwystro gan ddeunydd agglomerate mawr.Mae hyn fel arfer yn digwydd wrth fewnfa ffroenell sugno deunydd dur di-staen neu wrth fewnfa'r hopiwr gwactod.
5. Nid yw'r cylchoedd clampio wedi'u cau rhwng pen y pwmp a'r hopiwr, rhwng adrannau hopran, gan arwain at ollyngiad yn y system ac achosi bwydo wedi methu neu lai o gapasiti bwydo.
Mae system chwythu 6.Reverse yn mynd o'i le.Bob tro mae'r porthwr yn gollwng deunydd, mae'r aer cywasgedig yn y tanc aer yn chwythu'r hidlydd yn y cefn i sicrhau bod powdr tenau ar wyneb yr hidlydd.Os bydd y system chwythu yn y cefn yn mynd o'i le, mae powdr mwy trwchus yn cael ei adneuo ar wyneb yr hidlydd, mae ymwrthedd cynyddol yn ei gwneud hi'n amhosibl bwydo ar y peiriant bwydo gwactod.Yn yr achos hwn, dylid disodli'r system chwythu yn ôl.
Glanhau
Mewn fferyllfeydd oherwydd gwahanol fathau a niferoedd llawer, mae angen glanhau peiriannau bwydo dan wactod yn aml.Rydym wedi ystyried y gofyniad hwn gan y defnyddwyr yn llawn wrth ddylunio'r porthwyr gwactod niwmatig.Ar gyfer glanhau mae angen i'r defnyddiwr wneud y canlynol yn unig:
Agraffau 1.Loosen i dynnu'r cynulliad pwmp gwactod niwmatig.Mae pwmp gwactod niwmatig, tanc aer a gorchudd wedi'u cysylltu fel cynulliad integredig, nad oes angen ei lanhau â dŵr.
2.Tynnwch y cynulliad hidlo a chwythwch y powdr ar y bibell hidlo gydag aer cywasgedig.Yna golchwch ef dro ar ôl tro gyda dŵr poeth.Ar ôl golchi chwythwch y dŵr sy'n weddill ar wal y bibell hidlo gydag aer cywasgedig.Nawr dylai'r bibell hidlo fod yn gyflym iawn ar ôl chwythu dro ar ôl tro.Os ydych chi'n teimlo bod yr hidlydd wedi'i fygu, mae hyn yn golygu bod rhywfaint o ddŵr yn weddill yn wal y bibell hidlo.Ac mae angen i chi barhau i'w chwythu i fyny ag aer cywasgedig, yna gadewch iddo oeri neu ei sychu.
3.Loosen clampio modrwyau, tynnwch y hopran gwactod a golchi allan y hopran gyda dŵr.